新闻与技术中心
技术交流 2 分钟阅读
塑料造粒黑点原因分析与解决办法
回收料加工过程中经常会因为原料来源不同而混有各种杂质、组分不一致、含有种类不同的助剂等等,在加工时会产生许多问 […]
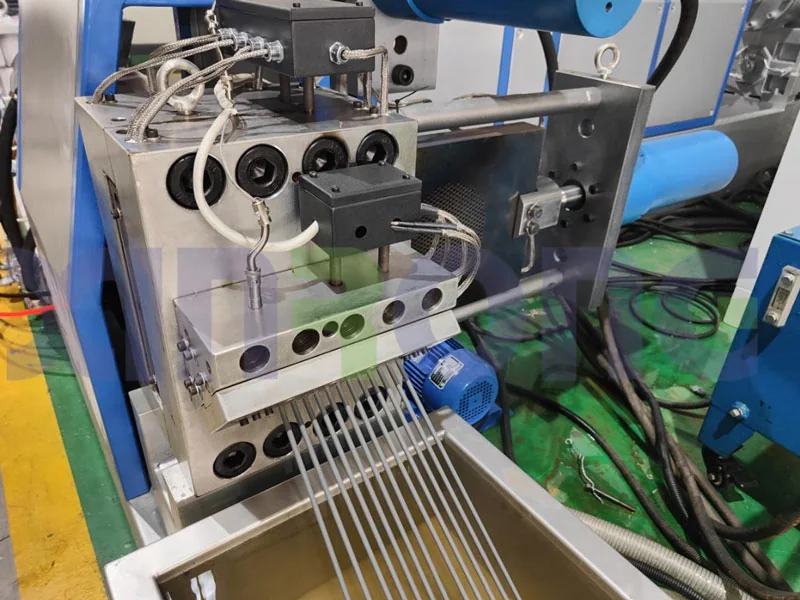
回收料加工过程中经常会因为原料来源不同而混有各种杂质、组分不一致、含有种类不同的助剂等等,在加工时会产生许多问题,如产品有黑点、造粒易断条、料粒有气泡、切粒带尾丝…如何解决这些长期困扰回收行业人员的难题? 黑点问题是回料生产最常见得问题,对于浅色产品来说,会因为存在黑点,影响其用途。原材料本身黑点的问题我们不予讨论,除却原料本身之外,一般造成产品黑点多的原因有以下几点。 1、螺杆局部过热、剪切太强。 2、螺杆局部过热和剪切过强都会造成物料局部温度过高,严重时导致物料碳化,碳化物被带到料条中,形成黑点。 3、机头压力太大(包括堵塞、滤网多、机头温度低等) 4、机头压力大,就会造成机头物料回流加重,严重时会导致机头物料碳化,形成黑点。 5、机台老旧,螺杆与套筒间隙增加。 6、随着机台使用时间过久,螺杆与套筒间的缝隙会增大,大量的物料会长期残存在缝隙间,发生碳化,形成黑点。 7、自然排气口和真空排气口长时间不清理。 8、在生产过程中,排气孔对逐步形成物料堆积,堆积的物料会缓慢碳化,在随后的挤出造粒时被带到料条中,形成黑点。 9、口模(包括出料口和内部死角)清理不干净。 10、出料口如果不够光滑,存在浅槽及坑洼等,以及部分螺纹原件损坏(缺角、磨损等形成死角)都会造成材料堆积进而碳化,形成黑点。 11、外部环境或人为造成杂质混入。 12、要注意生产环境和操作流程,避免外来杂质混入原料和成品中。 江苏欣荣普尔斯机械有限公司专注于生产塑料回收清洗,造粒设备,欢迎前来咨询.